




Educación | 26.02.2026
From Technical Datasheet to Shop Floor: Selecting Technology with a Results-Driven Approach
By:
26.02.2026
Share
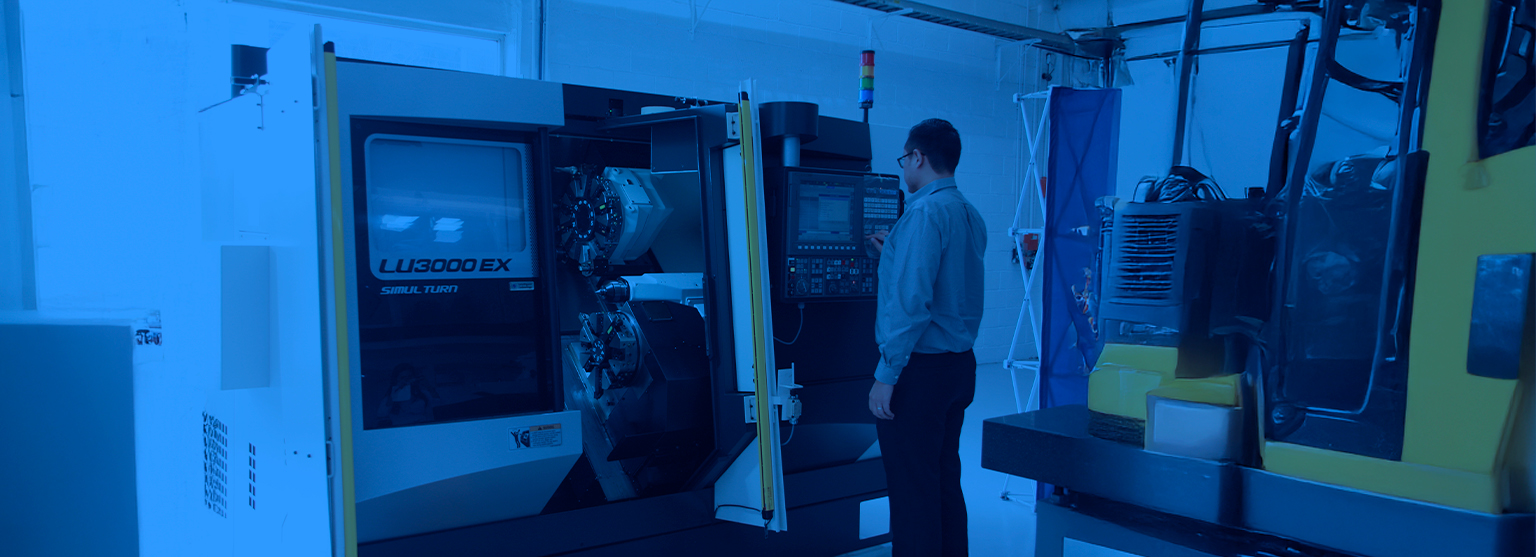
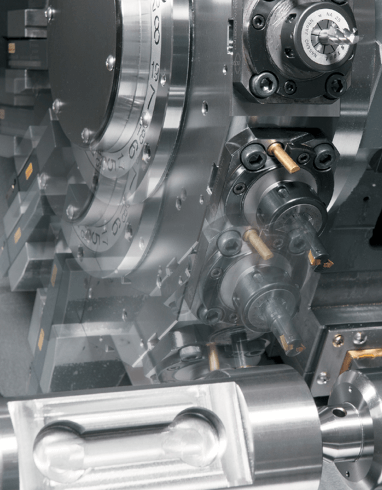
In advanced manufacturing, the decision to invest in new CNC technology should not be based solely on catalog specifications. True validation takes place on the shop floor, where real-world tolerances, thermal stability, process capability, and KPI-driven performance pressure converge.
Properly selecting a solution means translating technical requirements into measurable results. This is the critical bridge between the technical datasheet and actual production performance.
1. Minimum Information Required to Recommend the Right Technology
Before issuing a quotation, it is essential to clearly define the project scope. A sound technical recommendation is built on structured and complete information:
Formal Project Definition
- Scope defined in the RFQ or SOR.
- Included and excluded processes.
- Specific project objectives.
- Target Key Performance Indicators (KPIs).
Product Technical Information
- Final part drawing with clearly defined dimensional and geometric tolerances.
- Confirmation of actual material hardness or mechanical properties.
- Detailed raw material information: casting, forging, near-net shape, or bar stock (including specifications).
- Raw material drawing, critical to define workholding strategy and material removal approach.
Operating Conditions
- Annual production volume.
- Number of working days and shifts per year (effective available hours).
- Product mix and number of variants (to define dedicated, flexible, or reconfigurable solutions).
- Floor space constraints.
This information enables proper machine sizing, tooling selection, workholding definition, automation strategy, and overall process design.
2. Red Flags in Poorly Defined Projects
Clear warning signs indicate when a project lacks sufficient maturity and may result in incorrect technology selection:
- No defined raw material drawing.
- Incorrectly dimensioned or incomplete prints.
- Partial images of drawings without full references.
- Undefined annual volume, product mix, or target KPIs.
- Absence of a formal RFQ.
- Expectation of achieving tight tolerances with a base machine configuration.
- Requesting undersized machines for large parts—or unnecessary oversizing.
These inconsistencies significantly increase both technical and financial risk.
3. The Best Option: Specification vs. Shop Floor Performance
The best solution is not the one with the most options on the datasheet, but the one that guarantees measurable and sustainable results.
An optimal proposal is one whose configuration (machine, options, tooling, and accessories):
- Meets required cycle time.
- Achieves process capability studies on critical characteristics.
- Maintains tool life within manufacturer parameters.
- Ensures stability and repeatability.
- Provides a robust process with the best cost-performance ratio.
In short: production performance with operational stability.
4. Why a Technical Datasheet Does Not Guarantee Real-World Performance
Catalog specifications are generated under ideal test conditions. Actual plant environments can significantly impact machine performance.
Critical factors include:
- Foundation quality: Poor concrete integrity or leveling affects precision and repeatability.
- Excessive ambient temperature: Leads to thermal drift and premature electronic degradation.
- External vibrations: Nearby forging or foundry operations can transmit structural vibration.
- Improper site preparation: Moisture in compressed air, unstable voltage supply, inadequate floor leveling.
Recommended validation steps prior to decision-making:
- Pre-installation technical site survey.
- Facility preparation checklist.
- Test cuts using real production parts.
- Validation of tolerances, repeatability, and cycle time under real operating conditions.
- Detailed analysis of tooling and accessories to ensure the machine achieves its nominal capability.
5. Essential Technical Evidence for Proper Selection
Depending on the scenario:
Existing Processes (Upgrade or Replacement)
- On-site visit to evaluate current process.
- Identification of bottlenecks and improvement opportunities.
New Processes
- Test cutting with real parts on an available machine.
- Verification of drawing compliance.
- Evaluation of required optional features to achieve process capability.
- Analysis of repeatability and stability.
Technical validation reduces uncertainty and accelerates decision-making.
6. Common Implementation Errors and How to Prevent Them During Training
- Selection of operators without CNC fundamentals.
Recommendation: Train experienced team leaders who can later cascade knowledge internally.
During Commissioning (Turnkey Projects)
Common issues:
- Insufficient raw material for production trials.
- Missing tooling components.
- Lack of certified measurement equipment.
- Installation without verifying site conditions.
Prevention measures:
- Advance confirmation of material availability.
- Delivery of quoted tooling prior to scheduling technical visits.
- Contractual requirement for certified metrology equipment.
- Pre-installation site survey.
- Technical readiness checklist before startup.
Proper preparation is decisive for a stable ramp-up.
7. Underestimated Factors in High-Precision CNC Applications
In high-precision projects, deviations rarely originate from the machine itself. Commonly underestimated factors include:
- Casting variability between heat lots.
- Inadequate workholding.
- Worn or unbalanced toolholders and cutting tools.
- Poor coolant quality.
- Incorrect insert grade or chipbreaker selection.
- Suboptimal machining strategies.
- Measurement equipment without current calibration.
- Measurement outside controlled environments (hot parts leading to false readings).
- Lack of correlation between in-machine probing and CMM inspection.
- Non-repeatable measurement methods between operators.
Precision is the result of a complete system—not just a machine specification.
8. The Best First Step Toward a Correct Decision
When a prospect is evaluating alternatives, the most solid starting point is a comprehensive technical assessment.
The recommended approach is an on-site visit by a Sales Executive accompanied by a Project Engineer to:
- Evaluate the current process.
- Analyze operating conditions.
- Review installed capacity.
- Properly define project scope.
If logistics prevent an in-person visit, a structured virtual technical session can effectively clarify expectations and requirements.
Selecting CNC technology is not a decision based solely on horsepower, axis travels, or spindle speed. It is a strategic decision that impacts quality, capacity, profitability, and scalability.
The technical datasheet is only the starting point.
The true selection criterion must be measurable and sustainable performance on the shop floor.
When the focus shifts to results, technology stops being a capital asset and becomes a competitive advantage.
For more information, visit hemaq.com.