 Lathes
Lathes Machining Centers
Machining Centers Milling Machines
Milling Machines
Deep hole drilling is defined by the depth-to-diameter ratio, equal to or greater than 10 to 1, between the length of the drilling and the diameter of the hole. Thus, this technique can be categorized by the type of gundrill tool used, in relation to the depth of the hole. To select the best drilling process for your production, it is necessary to review the different options in terms of specifications and drilling systems.
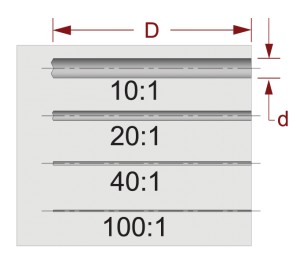 The deep drilling process is defined by the relationship between the length and diameter of the drill hole.
The deep drilling process is defined by the relationship between the length and diameter of the drill hole.
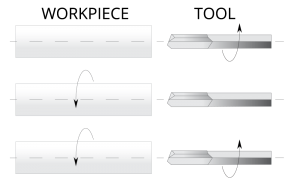
It's vital to define which part will rotate during the drilling process.
The next thing to consider is which part will rotate, that is, whether a rotary gundrill tool will be necessary, the use of which is generally reserved for non-symmetrical parts or with holes outside the center line (₠). On the other hand, if they are cylindrical pieces, the hole will remain in the center while the piece rotates, which reduces the ‘pitching’ of the tool and allows for more straight holes. Lastly, gundrilling machines allow the part and tool to rotate opposite to each other, achieving greater hole straightness and concentricity relative to the center line.
Different drilling systems: gundrilling and BTA
The gundrill process introduce coolant internally through a small hole within the tool, and chips are removed by coolant through a groove outside the length of the tool. There is solid carbide, welded carbon and indexable gundrill -type tools, that is, they can have an insert added, with common sizes from 0.12 to 0.25 inches, 0.12 to 0.75 inches, and 0.63 to 1.25 inches, respectively.
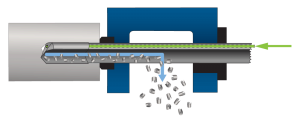
Gundrilling system
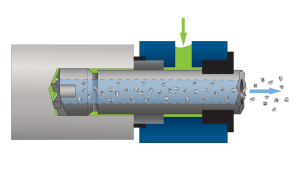
BTA System
Another of the most common systems for deep hole drilling is BTA (Boring and Trepanning Association), where cutting fluid is introduced around the outside of the drilling tool, and chips are exhausted through the center of the tool. These tools are normally larger than gundrilling tools. These tools range from 0.53 inches to 2.56 inches.
Likewise, cannon-type drill bits, which come with a brazed head, solid carbide, or interchangeable head, are characterized by internal fluid supply and external chip evacuation. First, the high-pressure coolant enters through the machine's spindle, which passes through a small hole in the center along the tool. The burr is then discharged through a V-shaped groove along the body of the drilling tool.
Another solid drilling system is the ejector type, which ranges from 20 to 200 mm in diameter and has an internal fluid supply between two tubes, with central evacuation of the chip through an internal tube. For this type of drilling, a lathe or CNC Machining Center is normally modified so that it also functions as deep hole drilling equipment. By having less space for discharge of the burr, a lower relationship between diameter and depth is achieved.

Ejector type Drill Bit
In turn, trepanning is a drilling method in which the diameter of the hole is cut by means of frontal grooving, leaving a solid core in the center. This allows larger holes to be drilled with the same relative power and retains the smaller solid core for potential re-use. This application requires a power like the consumption of BTA type heads; and its disadvantage lies in the difficulty at the end of the process, since it is easy for the core to come off.
Secondary processes
Once the drilling has been completed, there are some processes that allow a more precise finishing of the piece. The first of them is counterboring, which enlarges existing holes in tubular workpieces which have been drilled or cast. This process can be configured to pilot off a finished bore for straightness, or off the pre-bore for maximum concentricity. Likewise, pull boring is a process used to enlarge existing bores, attaining exceptional straightness tolerances by using a tensioned boring bar which pulls the cutting tool back through the workpiece. Furthermore, skiving and roller burnishing is a two-part, one-pass process that removes stock with skiving knives, then cold-works metal surfaces with rollers to achieve the highest surface finish tolerances. This process is commonly used to finish hydraulic and pneumatic cylinders. Similarly, bottom forming uses form tools to create profiles that finish off the base of a hole. Bottom forming tools may be radius, step, or flat bottom, and are commonly used in combination to achieve the desired profile. Finally, honing is a technique where the diameter dimension is polished and controlled, eliminating residual stresses generated by the previous processes.
Notes for the use of gundrilling tools
Cannon-type gundrilling tools are not like any interchangeable insert tool, as they require experience to handle, know their wear and tear, and apply constant sharpening for their best use. To maintain efficient operation, it is recommended to use high quality bushings and sharpening stones according to the necessary specifications; as well as sharpening devices for long tools, and for optical inspection of sharpening or, where appropriate, an electronic device that allows checking the sharpness of the tool without the need to disassemble it. In addition, verification of alignment and the quality of fluid flow by means of air is of great help, as well as an ultrasonic calibrator to identify cracks or irregularities in the tool. Finally, the capture and verification of process data is of great importance to ensure its repeatability and reliability.
Peripherals and accessories for deep hole drilling
For optimal operation, a deep hole drilling machine must use accessories that avoid uncontrollable variables or variables that affect the reliability of the process; these can be divided by functions.
- Travel: digital servos and use of a rigid motor control system with preload.
- Spindle speed: highly reliable speed control system, even for machining at low speeds.
- Temperature: programmable cutting fluid temperature regulator.
- Cutting fluid: programmable regulator of cutting fluid flow and pressure.
- Power: Spindle power monitoring system with programmable automatic limiting.
- Control: must be easy to program with adjustable functions.
- Parameter settings: must be variable and adjustable during the drilling operation.

UNISIG machines are designed for precise and efficient deep hole drilling.
Factors to achieve successful deep hole drilling
The success of a deep drilling process depends on multiple factors; however, it is vital to consider the following to ensure successful machining:
- Always use the equipment properly
- Ensure preventive maintenance
- Make optimal use of tools
- Have trained and experienced operators
- Pay attention to detail
- Use precise tooling
Selection and correct application of tools
Finally, maintaining the tools and measuring their wear is essential, since any variation can have catastrophic results in production. The best response to this is to look for innovations and solutions with tool manufacturers because, although this may mean changes in some functions, it will always be better to prevent. Remember, the knowledge and experience of HEMAQ and the brands we represent, in the use of deep drilling technology, ensure the success of your projects.



