 Tornos
Tornos Centros de maquinado
Centros de maquinado Maquinado de extruídos
Maquinado de extruídos
El proceso de barrenado profundo se define por la relación, igual o mayor de 10 a 1, entre la longitud del barrenado y el diámetro del barreno. Así, esta técnica se puede categorizar por el tipo de la broca utilizada, en relación con la profundidad del barreno. Para seleccionar el mejor proceso de barrenado para su pieza es necesario conocer las distintas opciones en cuando especificaciones y sistemas de perforación.
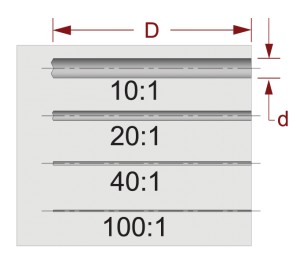 El proceso de barrenado profundo se define por la relación entre la longitud y el diámetro del barrenado.
El proceso de barrenado profundo se define por la relación entre la longitud y el diámetro del barrenado.
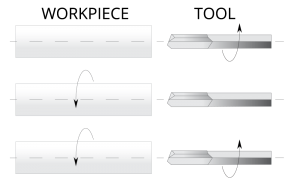
Es vital definir qué pieza girará durante el proceso de barrenado.
Lo siguiente a considerar es qué pieza girará, es decir, si será necesaria una broca rotativa, cuyo uso generalmente se reserva para piezas no simétricas o con barrenos fuera de la línea de centro (₠). En cambio, si se trata de piezas cilíndricas, el barreno se mantendrá al centro mientras la pieza gira, lo que reduce el “cabeceo” de la broca y permite barrenos con mayor rectitud. Por último, los centros de maquinado profundo permiten que la pieza y la broca giren en sentido opuesto una de la otra, lo que logra una mayor rectitud y concentricidad del barreno en relación con la línea de centro.
Distintos sistemas de barrenado: gundrilling y BTA
Las brocas tipo gundrill permiten que el suministro de refrigerante se realice a través del canal en la parte interna de la broca, mientras que el retorno se realiza por la parte externa, es decir, la rebaba se extrae por fuera. Existen brocas de tipo gundrill de carburo sólido, carbono soldado e indexables, es decir, que se les pueden agregar algún inserto, con tamaños comunes desde 0.12 a 0.25 pulgadas, 0.12 a 0.75 pulgadas, y 0.63 a 1.25 pulgadas, respectivamente.
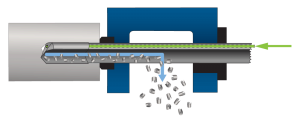
Sistema gundrill
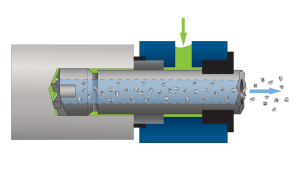
Sistema BTA
Otro de los sistemas más comunes para el barrenado es el BTA (relación de barrido y trepanado), en cuyo caso el refrigerante se suministra de forma externa, para luego fluir entre el espacio que hay entre el diámetro exterior de la broca y el diámetro barrenado, a alta presión, lo que resulta en una extracción interna de la rebaba. Estas brocas van desde 0.53 pulgadas hasta 2.56 pulgadas.
Por su parte, las brocas tipo cañón, que vienen con cabeza soldada, carburo sólido o cabeza intercambiable, se caracterizan por el suministro interno de fluido y evacuación externa de la viruta. Primeramente, entra el refrigerante a alta presión a través del husillo de la máquina, mismo que pasa por un pequeño barreno en el centro a lo largo de la broca. Luego, la rebaba se descarga a través de una ranura en “V” a lo largo del cuerpo de la broca.
Otro sistema de barrenado sólido son las de tipo ejector, que van desde los 20 a los 200 mm de diámetro y poseen un suministro de fluido interno entre dos tubos, con evacuación central de la viruta por medio de un tubo interno. Para este tipo de barrenado normalmente se modifica un torno o Centro de Maquinado para que funcione también como equipo de barrenado profundo. Al tener un menor espacio para descarga de la rebaba, se logra una menor relación entre diámetro y profundidad.

Broca tipo ejector
A su vez, el trepanado es un método de barrenado en el que se corta el diámetro del agujero mediante un ranurado frontal, desprendiendo un núcleo sólido sobrante. Esta aplicación requiere de una potencia similar al consumo de las cabezas tipo BTA; y su desventaja radica en la dificultad al final del proceso, ya que es fácil que se desprenda el núcleo.
Procesos secundarios
Una vez que ya se concretó el barrenado, existen algunos procesos que permiten darle acabados a la pieza. El primer caso es el rimado o escariado, conocido en inglés como counterboring o reaming, que se define como una remoción mínima y controlada de material. Otra opción es el escariado en retroceso o pull boring, un proceso que mejora la rectitud del barreno tras jalar la broca y girarla en sentido opuesto a la pieza. A su vez, el rasurado y bruñido, conocido en inglés como skiving and roller burnishing, es una técnica adicional que incrementa la redondez y el acabado superficial. Asimismo, el acabado de fondo o bottom forming, es un proceso que facilita darle forma al fondo del barrenado. Por último, el pulido o honing, es una técnica donde se pule y controla la dimensión del diámetro, eliminando esfuerzos residuales generados por los procesos anteriores.
Notas para el uso de brocas tipo gundrilling
Las brocas tipo cañón o gundriling no son como cualquier herramienta de inserto intercambiable, pues requieren de experiencia para su manejo, conocer su desgaste y aplicar un afilado constante para su mejor aprovechamiento. Para conservar un funcionamiento eficiente se recomienda usar bujes de alta calidad y piedras de afilado según las especificaciones necesarias; así como dispositivos de afilado para brocas largas y para la inspección óptica del afilado o, en su caso, un dispositivo electrónico que permita verificar el filo de la herramienta sin la necesidad de desmontarla. Además, es de gran ayuda la verificación de alineamiento y de la calidad del flujo de fluido por medio de aire, así como un calibrador ultrasónico para identificar grietas o irregularidades en la broca. Por último, es de gran importancia la captura y verificación de los datos del proceso para asegurar su repetibilidad y confiabilidad.
Funciones y accesorios para un barrenado profundo de calidad
Para un funcionamiento óptimo, una máquina de barrenado profundo debe incluir accesorios que eviten variables no controlables o que afecten la confiabilidad del proceso; estos se pueden dividir por funciones.
- Avance: servos digitales y uso de un sistema de control motriz rígido con precarga.
- Velocidad del husillo: sistema de control de velocidad de alta confiablidad, incluso para maquinados a bajas velocidades.
- Temperatura: regulador programable de temperatura del fluido de corte.
- Fluido de corte: regulador programable de gasto y presión del fluido de corte.
- Potencia: sistema de monitoreo de potencia del husillo con limitación automática programable.
- Control: debe ser de fácil programación con funciones ajustables.
- Ajustes de parámetros: deben ser variables y ajustables durante la operación del barrenado.

Los equipos de UNISIG están diseñados para un barrenado preciso y eficiente.
Factores para lograr un barrenado profundo exitoso
El éxito de un proceso de barrenado profundo depende de múltiples factores, sin embargo, es vital considerar los siguientes factores para asegurar maquinados exitosos:
- Usar el equipo siempre de forma adecuada
- Procurar mantenimientos preventivos
- Aprovechar de forma óptima las herramientas
- Tener operadores capacitados y con experiencia
- Poner atención a los detalles
- Utilizar montajes precisos
Selección y aplicación correcta de las herramientas
Por último, el mantenimiento de las herramientas y medición de su desgaste es esencial, pues cualquier variación puede tener resultados catastróficos en la producción. La mejor respuesta para ello es buscar innovaciones y soluciones con los fabricantes de herramientas pues, aunque esto puede significar cambios en algunas funciones, siempre será mejor prevenir. Recuerde, el conocimiento y experiencia de HEMAQ y de las marcas representamos, en el uso de la tecnología de barrenado profundo, aseguran el éxito de sus proyectos.



